热镀锌是对钢格板表面处理普遍采用的重要的防腐蚀方法之一。在腐蚀环境中,钢格板镀锌层厚度对耐蚀性有直接影响。在同一结合强度条件下,镀层厚薄(附着量)不同,耐蚀年限也不同。锌用作钢格板基休的防护材料具有极为优异的性能。锌的电极电位比铁低,在有电解质存在时,锌成为阳极失去电子而优先腐蚀,而钢格板基体成为阴极。受到镀锌层的电化学保护而免遭腐蚀。显而易见,镀层较薄则耐蚀年限较短,随着镀层厚度增加则耐蚀年限也增加。不过镀层厚度若过厚,则镀层与金属基体间的结合强度急剧下降,反而会使耐蚀年限降低,经济上也不合算,因此,镀层厚度有一最佳值,并不是过厚就好。经过分析,对于不同规格的热镀锌钢格板镀件,最佳镀层厚度达到最长耐蚀年限最为适宜。

改善镀层厚度的途径
1、选择最佳浸锌温度
如何控制钢格板镀件镀锌温度这对保证和改善镀层质量是非常重要的。经多年生产实践,我们认为热镀锌温度控制在470~480℃比较理想。镀件厚为5mm时,其镀层厚度为90~95um(环境温度为21~25℃),此时对热镀锌钢格板用硫酸铜法测试,结果表明:镀层浸置7次以上不露铁基体;镀锌扁钢弯曲(90度)达1次以上镀层不脱落。当浸锌温度为455~460℃时,镀层厚度已超过最佳值,此时虽然镀层均匀性试验结果较好(通常为浸置8次以上不露基体)。但由于锌液粘度增加,流挂现象比较明显,弯曲试验无保证,甚至出现脱层等缺陷。当浸锌温度在510~520℃时,镀层厚度小于最佳值(通常为60um以下),经试验均匀性测定次数最高为浸置4次露基体,耐腐蚀性无保证。
2、控制镀件提升速度
钢格板镀件从锌液中提升速度快与慢对镀层厚度有重要影响。当提升速度快时,则镀锌层厚,如果提升速度慢,则镀层薄。因此,提升速度要适当。过慢时,则在钢格板镀件提升过程中铁锌合金层与纯锌层会进行扩散,使纯锌层几乎全部变成了合金层,并形成了灰渴色的薄膜,它降低了镀层的弯曲性能。此外,除与提升速度有关外,还和提升角度有密切关系。
3、严格控制浸锌时间
众所周知,钢格板镀层厚度与浸锌时间有直接关系。浸锌时间主要包括除掉镀件表面上助镀剂所需时间及镀件加热至锌液温度与除掉浸锌后液面锌灰所需时间。一般情况下,把镀件浸锌时间控制在镀件与锌液反应终止并除掉液面锌灰时间之和为最洼。时间过短钢格板镀件质量不能保证,时间过长则增加了镀层厚度与脆性、其结果都会降低镀层耐蚀性,影响钢格板镀件的耐用年限。
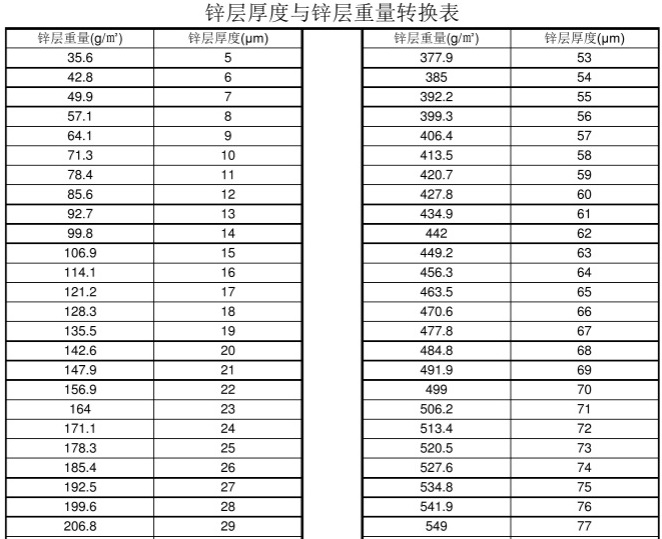
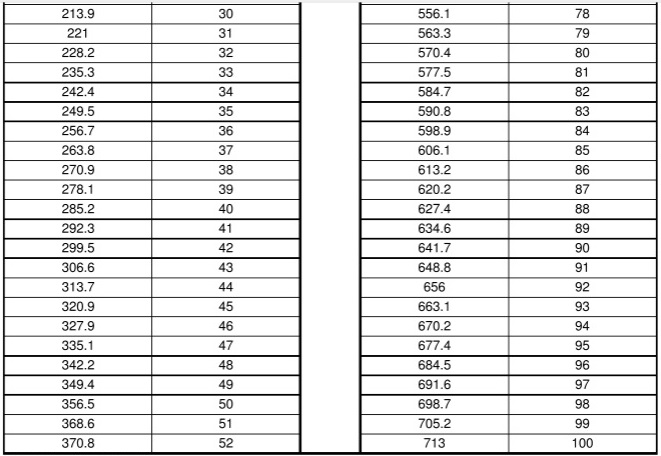
锌层厚度与锌层重量转换表