原板是指钢格板压焊机在焊接完成后,不做分割和热镀锌处理,直接出售的一种半成品。钢格板原板一般针对国外市场出售,一般有其他国家经销商做为库存,在根据其国内客户需求,根据使用的具体情况,进行分割、包边、热镀锌处理,使其成为成品出售。这种方法可以大大节省加工时间,并且可以大大提高装箱量,减少运费成本。
钢格板原板一般为1mx6m,1mx5.8m。表面热镀锌或不做处理,6m的钢格板适合装40英尺的集装箱,5.8m的适合装20英尺的集装箱。宽度和长度也可以根据客户的需求做调整。适用于工程现场切割使用和经销商销售。原板分为包边和不包边型,这个是根据客户的要求来做的,如果是用于切割使用的,建议不包边,这样会节约成本。原版包装一般是打包带打包成捆,然后在捆之间放置熏蒸木块便于装卸,也可以做底盘。
一、质量规范及要求
钢格板除了要符合中华人民共和国YB/T4001-2007中国钢格栅板标准;材料符合GB700-88中国钢材标准;镀锌符合GB/T13912-2002中国热浸锌标准。(注:平台板和沟盖板是由原板切割成型,钢格板的焊接质量和尺寸公差,与原板一致。不重复表述。)
1、钢格栅板长度公差(0,-5mm),宽度公差+5mm,对角线公差<4mm.其他符合国标YB/T4001.1-2007的要求,产品两端麻花钢中心到产品边缘为50mm(公差为±5mm);
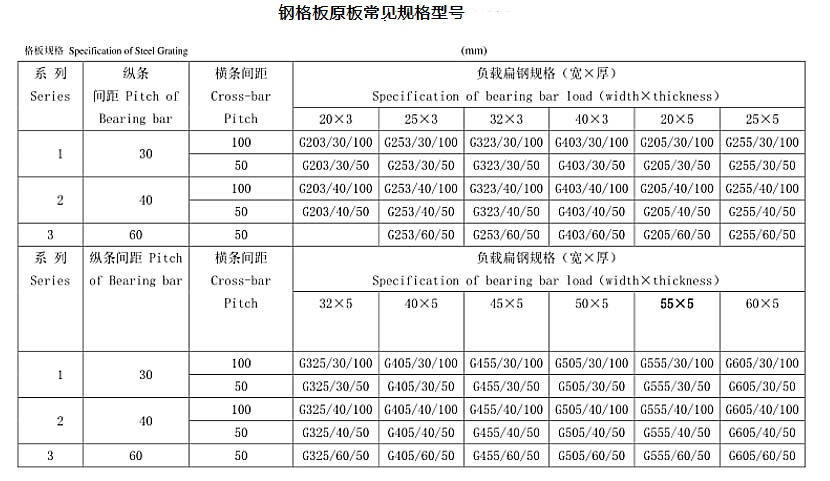
A.扁钢间距为30mm,宽度为995mm或993mm(扁钢厚度5mm或3mm)
B.扁钢间距为40mm,宽度为1005mm或1003mm(扁钢厚度5mm或3mm)
C.扁钢间距为60mm,宽度为965mm或963mm(扁钢厚度5mm或3mm)
2、承载扁钢须平直,间距均匀,切割平齐,不能有错位现象;
3、横杆与扁钢之间,不能有漏焊和虚焊,要加载120千克的力来测试麻花钢是否脱焊,个别开焊点<3%;
4、横杆头平齐,伸出外侧负裁扁钢的头部尺寸小于1毫米,打磨横杆头不得伤及钢格栅板本体扁钢。
5、焊接方式为压力焊。焊点高度不高于扁钢上端面1.5mm;
6、焊缝要饱满,焊缝外观必须光滑,无虚焊现象。
7、产品不能有焊接缺口,尽量避免焊缝处溜酸水现象,如比较严重,需重换产品。
8、产品上不能有笔画字样(包括粉笔)。
9、按照客户要求,在钢格板原板上焊接铭牌,焊接位置要统一(统一焊接在右上角或左上角,尽量使铭牌与麻花钢上表面平齐)。如麻花钢间距为100mm,则四角点焊;如麻花钢间距为50mm,则铭牌横跨在一根麻花钢之上,六点点焊。
10、表面处理(无任何防锈处理)不允许严重锈蚀情况出现,允许轻度锈斑;
11、打托要整齐,捆绑结实,不能使用塑料布包装,以防止水分无法散去而使原板受潮长锈。要在每托底部垫上方管,电镀锌钢带打包,裸装。产品上不贴任何标贴,不加注CHINA字样,不带其它中文字母.打托不要钢丝绳索,若有,则装柜前应剪断去除。原板要打10道宽钢带(钢带宽>2.5cm,严禁使用窄钢带).绝对不允许有木质包装(包括稻草)。每托盘的重量原则上不能超过1500KGS.最大不超过1700KGS产品在车间存放时不能被淋雨;不可以在有雨的露天场地装货,避免雨水渗到车里,使产品触水生锈。
二、钢格板原板规格