

钢制跳板,具有重量轻、强度高、安全可靠、使用寿命长等优点,较好地满足了现场的使用要求,保证了工作人员的人身安全以及提高了工作效率。钢制跳板不仅适用于建筑施工作业,而且适用于轮渡码头、搬运装卸、造船工业等。公司常生产的钢制跳板有挂钩式、搭接板式、插孔式、对接式等几种。
制作工艺
目前公司钢跳板生产工艺流程由矫直、下料、平直、剪断、冲孔、压型、焊堵头、刷油等工序组成,综述如下。
(1)开卷平直卷板需用开卷机开卷,再用三辊滚板机矫直。
(2)剪切下料定长剪切用液压剪板机,下料长度为2990毫米。剪切时应注意剪切端面线与中心线相垂直,以保证下料精确。在定宽剪切方面,已试制成圆盘剪,剪切后钢跳板的展开尺寸300x34厘米。剪切尺寸堆确,工作效率大有提高。
(3)压凹形槽采用400吨压力机,凹槽设计成梯形,转角处成圆角。
(4)冲孔折边。采用多冲头冲孔,将剪好的毛坯用胎具在冲床上冲孔。为防止冲孔的凸橡毛刺伤人,须将毛边回卷,同时可增加其强度。冲孔时,孔的间距,不必靠划线来定,用定行杆即可控制。利用反边模,一次可冲9个孔,并完成反边。冲压、折边目前这道工序基本上采用两种方法:一是冲压法,先将平板放人胎模,冲压成槽形,再冲压卷边,放入另一个胎模内再冲压内肋。二是折边法,先在150吨的折边机上折内肋,再折卷边,最后折高度,折边法比冲压法的生产效率高。有规模的公司可以采用联合冲孔机,利用专用模具,将槽板推人冲孔机,就能连续完成冲孔反边,工作效率高,劳动条件也得到改善。

(5)焊堵头和挂钩压型后的钢跳板,两端堵头须用堵头板封堵,并在一端焊上挂钩。制作堵头板前,先把挂钩同堵头板焊在一起。挂钩用胎具制成。为保证组装质量,应采用组装胎具。组装焊接钢跳板底面每隔500毫米焊一道筋板,中间筋板采用点焊,焊点长度不小于10毫米,焊点不少于6个,焊缝高度2毫米以上。端头板尽量满焊,焊缝高度为3毫米,挂钩与端头板焊缝高度为6毫米。
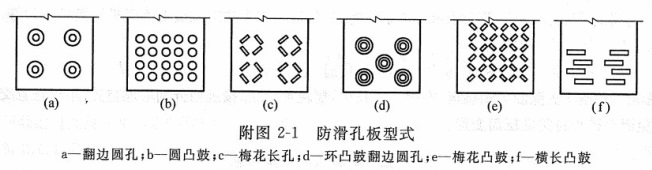
(6)钢跳板的防滑措施很重要,由于钢板本身比木板的摩擦系数小得多,所以对钢跳板必须采取防滑措施,才能保证工人在高空操作时的安全。目前采用的防滑措施主要有以下几种形式:(a)凹槽与反边圆孔:(b)反边圆孔:(c)梅花长孔:(d)圆形凸鼓:(e)长形凸鼓:(f)梅花凸鼓等,其中以前三种的防滑性能好。防滑措施采取冲孔防滑方式,因为采用凸鼓或压槽等方式会带来很多弊病。防滑孔的位置应充分考虑两脚站立的范围,保证脚站到任何位置,均可踩到3至4个孔,并能保证有一定的摩擦力。为了保证交叉施工的安全性,孔径不宜过大,但也不宜太小。防滑孔除了能保证抗滑要求外,还应保证一般施工人员的手指能插入孔内,以便于跳板的安装、拆卸和搬运。考虑到这些因素,孔径选用18毫米较合适。孔边采用内反边,反边外径为40毫米,孔距为80毫米,排列成梅花形。
(7)为防腐和美观,跳板须拯过刷油。刷油前应将污物清除干净。除锈喷漆目前一般采用板底喷红丹二遍,板面喷红丹一遍,色漆一遍,或全部喷沥青漆。在喷漆同时,印上商标、型号和出厂日期等。
(8)质量检查每个出厂产品必须经过外观检查。合格产品要附有合格证。每批产品还须抽样进行荷载试验,符合要求方准出厂。
(9)包装出厂可采用简易包装箱包装,以利于运输和保管。
钢跳板质量要求
钢跳板质量标准如下:长度允许偏差士3毫米,宽度允许偏差士2毫米,高度允许偏差士1毫米,板面挠曲矢高<3毫来,板面凹凸士3毫米,板面直角度允许偏差士3度,中间加强肋焊缝长度不能小于3厘米,端头板焊缝应满焊,焊缝高度为3毫米。



