

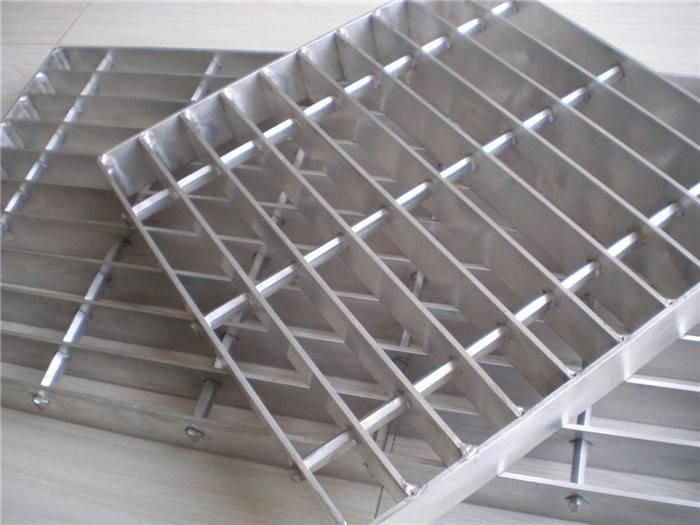
铝格板也是应用最广泛的一种板型,它是由标准扁铝及铝杆通过设备挤压焊接锁固所形成的,其具有正常使用条件下不变形、不变色、耐候耐蚀性强、散热性能好、免维护、使用寿命长等特点,得到广泛的应用。由于扁铝具有导热性强而热容量大,线胀系数大,熔点低和高温强度小等特点,焊接难度大,要求焊工有熟练地技术和合适的焊接技巧和方法。所以我这里就来介绍一下铝板焊接特点和焊接方法。
扁铝的焊接特点
由于扁铝的化学性质非常活泼,表面极易形成难熔性质的氧化膜,以及扁铝的热导率很大,焊接热输入容易迅速向母材流失,所以容易造成扁铝产生未熔合缺陷。
(1)铝的比热和热导率比钢大,所以焊接过程的热输人因向母材迅速传导而流失,因此用熔焊方法焊接时,需要釆用高度集中的热源焊接,为了获得高质量的焊接接头,有时需要采用预热的工艺措施,才能实现熔焊过程,用电阻压焊方法焊接时,需要采用特大功率的电源焊接。
(2)扁铝的线膨胀系数较大,约为钢的2倍,凝固时的体积收缩率达65%左石,因此焊件容易产生焊接变形。
(3)铝和氧的亲和力大极容易氧化。阻碍熔化金属的良好结合,容易造成夹渣。
(4)扁铝在焊接过程中最容易产生的缺陷是氢气孔,这是由于在焊接电弧柱的空间中,总是或多或少的存在定数量的水分,由弧柱气氛中的水分分解而来的氢,熔人过热的熔池金隅中,在低温凝固时,氢的溶解度会发生很大的变化,急剧下降,如在焊缝熔池凝固前不能析出,留在焊缝中就形成氢气孔。
(5)扁铝在焊接过程中由固态变为液态时,没有明显的颜色变化,还由于扁铝在高温时强度很低,容易使焊缝熔池塌陷或熔池金属下漏。
(6)扁铝焊接过程中,在焊缝金属和近缝区内出现的热裂纹,主要是金属凝固裂纹。也可以在近缝区见到液化裂纹。易熔共晶体的存在,是扁铝焊缝产生凝固裂纹的重要原因。扁铝的线膨胀系数是钢的2倍,在抵赖条件下焊接时,所产生较大的焊接应力,也是扁铝具有较大的裂纹倾向的原因之一。
(7)扁铝焊接时的不等强的表理,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。这种接头性能上的的薄弱环节,可以存在于焊缝熔合区或热影响区中的任何一个区域内. (8)扁铝焊后,焊接接头的耐蚀性一般都低于母材。影响焊接接头耐蚀性的主要原因有:由于焊接接头的组织的不均匀性,使焊接接头各部位的电极电位产生不均匀性。因此焊前焊后的热处理情况,就会对接头的耐蚀产生影响。杂质较多,鼎粒粗大以及脆性相的析出等,都会使耐蚀性明显下降。所以,焊缝金属的纯度和致密度是接头耐蚀性的原因之一。焊接应力的大小,也是影响耐蚀性的原因之一。
焊接方法
1、钨极氩弧焊: 钨极氩弧焊法主要用于铝格板,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂。
2、电阻压力焊: 这种焊接方法可以用来焊接厚度在5mm以下的铝合金格板板。但是在焊接时用的设备比较复杂,焊接电流大、生产率较高,特别适用于大批量生产。
3、脉冲氩弧焊:脉冲氩弧焊可以很好的改善在焊接过程中的稳定性,可以调节参数来控制电弧功率和焊缝成形。焊件变形小、热影响区小,特别适用于薄板、全位置焊接等场合。



