

目前,钢格栅行业普遍采用电阻压力焊,焊后格栅扁钢外端部与麻花钢连接处均存在不同程度熔池、飞溅,而后道工序又普遍采用切刃剪切麻花钢头,剪后端部毛刺,平整度差,小规格格栅有时切坏扁钢等。给后道手工焊岗位造成很大的打磨工作量,如果不修磨经热浸锌后,麻花钢头部与扁钢接触位置会产生颗粒等质量缺陷。
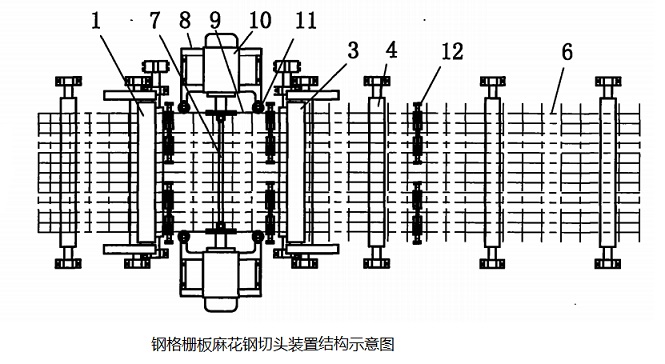
为了克服现有技术的缺点,介绍一种钢格栅板麻花钢切头装置,它切头平整、光滑,打磨量小。钢格栅板麻花钢切头装置工作台上固定滚道、导向装置和步进装置,工作台的两侧分别固定左、右切头装置,所述的右切头装置包括电机架、电机和锯片,电机固定在电机架上,电机架通过定位轮与工作台固定,电机的输出轴上固定锯片;左切头装置与右切头装置结构相同,左右对称。左、右切头装置前后工作台上固定有前、后压紧装置,左、右切头装置之间固定调整装置,以便调整左、右切头装置的锯片之间的间距。
当钢格栅板麻花钢焊接完成后即原板沿辊道自动进入工作台上的滚道,在导向装置和步进装置的驱动下向前。当工作台上的监测系统检测到原板时,前、后压紧装置向下压紧,同时左、右切头装置的电机启动,切头作业开始。当检测不到原板时,延时后电机自动断电。监测左、右切头装置电机、步进装置和前、后压紧装置通过PLC和变频装置控制。
钢格栅板麻花钢切头装置解决了钢格栅制造行业的普遍性难题,最大限度的保证了钢格栅板切头的平整、光滑,不仅减少了焊接工序的打磨量,而且保证了镀锌质量和生产效率。



