

一、工程概况
晋中市体育馆是晋中市体育公园内标志性建筑之一,主体建筑平面为长轴72m,短轴52m的椭圆形结构,其建筑高度为11.5m,建筑面积约3400m2。主体外立面设有不规则曲线形钢格栅装饰。钢格栅作为建筑外装饰有着很好的装饰效果,在让建筑产生出独特新颖的造型及美轮美奂的视觉效果,此次晋中市体育馆外装饰钢格栅应用为全国首例。

二、施工难点及施工方法的选择
在施工过程中,为了能够将钢格栅外装饰面更好的呈现出来。由于在现场施工过程中的突发情况较多,因此,要达到设计要求的弧度进而形成弧形的整体效果,存在着较大的难度。施工单位需要从深化设计、技术交底及格栅现场加工、组装、吊装等方面进行BIM策划及吊装单元计算等前期准备工作。
为保证弧形钢格栅的成型效果,在施工中过程必须保证以下几点的落实:①经常性的校准钢龙骨工厂煨弧与现场弧度校核达到设计要求;②保证施工过程中的平面弧度形成位放线与安装过程中空间定位的精确度;③对杆件下料、节点加工尺寸偏差进行控制;④保证杆件与地面角度、飘带部分的精准定位;⑤小单元胎膜架上拼制、滑动支座现场焊接,保证格栅曲率弧度。
在面对大吨位钢构件吊装、焊接顺序质量控制等施工难点时,应在施工准备阶段使用Tekla软件、CAD软件及BIM技术,提前进行图纸深化设计,预先确定格栅底座及顶端定位点坐标,杆件及节点加工尺寸。
在施工过程中,可在现场制作胎膜架进行小单元拼制保证杆件角度正确。在焊接时,应先将每根杆件柱脚与基座处半空心球节点、水平管之间进行点焊,待所有格栅杆件全部吊装完成后再开始补焊。应注意在大跨度大吨位的部位吊装采取多机抬吊,以保证构件的准确对位以及现场安全。
三、施工要点
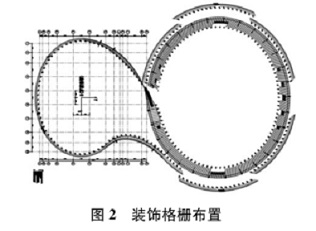
3.1深化设计确定节点坐标
采用Tekla软件、CAD软件及BIM技术,提前进行图纸深化设计。绘制出装饰格栅布置图(见图2)、杆件拆分图、柱脚定位加工图和杆件加工图等。
3.2格栅柱脚与柱顶的定位
1)柱脚定位用GPS定位仪将每根管件的坐标点测设到格栅基础上,而后再使用全站仪进行复测,以确保柱脚定位的准确性。
2)柱顶定位杆件为高度15.6m,用GPS定位仪将上部柱脚坐标垂直引下,以三根为一个单元制作小单元,在每个门口处、悬空飘带处为单独单元,吊装时应在柱顶挂线,线坠应与下引点对准。为保证柱顶定位杆件倾斜角度正确,应在胎膜架上取准并复测角度,并使用预拼、试吊等方法对胎膜进行校准与改进。
3.3钢格栅杆件尺寸放样
1)依据设计图纸上标注的尺寸及构件加工制造工艺要求的标准尺寸用CAD画出三维模型,再用Tekla软件将杆件拆分成加工图,送往相应的车间进行制造。在加工复杂节点的构件时,应提前与加工人员沟通,避免加工出现谬误。
2)现场胎膜一般选用5mm厚的钢板。在施工前,应钢板上根据图纸设计的角度标记出整体线型尺寸,并将I14焊接在控制点处制作胎架。
3.4格栅立柱与地面的安装角度控制
1)将胎膜上制作好的小单元用起重机吊至格栅基础预埋件部位,上部用起重机吊装,在水平钢管部位使用倒链以控制主体部分。吊装时,将单元管件的柱脚、柱顶坐标用GPS定位仪引至工作面。而后,用全站仪调整立柱姿态及其与地面的角度。在校准完毕后,将柱脚半球点焊接并复测,在确认构件姿态符合要求后,再将管件与柱脚半球满焊。
2)滑动支座处应仔细焊接,应依据支座加工图制作滑动支座,在胎膜架上将飘带部分的单元拼制管件与滑动支座进行焊接,应使用2台25t起重机对其进行整体抬起、吊装、就位,并使用全站仪对构件姿态进行复核。
3.5钢管曲线煨弧方法
针对不同曲率大直径的钢管曲线煨弧应采用专业冷弯机,该设备由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电磁换向阀、工作油缸、顶轮及油箱等部件组成。其加工步骤如下。1)将钢管放在冷弯机上,在其与减速器带动的滚轮接触后,压紧手柄将其锁紧,并启动电机油泵组。2)对电动油泵进行控制与调整以输出高压油。3)以钢管与三个支撑滚轮压紧,且未发生变形时开始计算,油缸推进的长度进程为每次10~15mm。4)开启主电机,由主电机带动钢管工作,进行反复加工,直至构件达到设计要求。
3.6格栅水平管节点的焊接顺序
由于钢结构焊接量大,焊接质量要求高,焊缝填充量大,其最大钢管直径为304mm,壁厚为35mm。因此,焊接工艺稍有差错,容易造成残余应力大、焊接收缩变形、焊缝层状撕裂及冷裂纹,从而影响整个结构安全及安装精度。因此,在加工过程中应采取以下措施。
1)为保证水平管连接平顺,利用专业软件拆分构件详图保证双曲弯管、曲面、相贯线特殊节点加工制作精确。
2)将图纸设计水平管每单元的角度位置放样到胎膜架,水平管与相贯短管点焊,在胎膜架上必须保证每单元水平管位置准确。
3)拼制小单元每天应吊装5~7拼,水平管部位局部出现偏差应使用倒链调整,每拼水平管之间全部先点焊,然后隔一水平管满焊一个,待拼制小单元全部安装完成后,再返回将水平管之间全部满焊。
4)圆管构件的环缝,先在坡口内侧采用气保焊打底、埋弧焊填充盖面,然后进行外侧清根并在外侧埋弧焊盖面完成焊接。
3.7吊装
飘带部分跨度36m,单拼重34.6t,应采取双机抬吊技术保证吊装位置准确安全,在焊接前应使用全站仪对各构件位置进行复核。
3.8涂装工艺
按涂装工艺的要求,应对构件进行边缘加工,并进行去除毛刺、焊渣、焊接飞溅物及污垢等工艺流程。喷涂应按顺序进行并严格控制每道工序,应先喷底漆,在使得底层完全干燥后,才可进行中间部分的喷涂工序。
四、结语
钢格栅的布置、周边建筑主体、外部其他构配件及公园绿化体系形成相互对应,并形成网络化关系。这一设计,充分的应用了节材、节地、节能的生产建造方式。其使用了耐久性强、易于回收再利用的材料,不仅便于保养维修更新,还利用了工厂化规模生产,减少现场作业量,提高了材料使用率及施工效率。无论从设计到施工都将体育馆外饰面的新时代富有生机与活力建筑形式体现了出来。
钢格栅装饰构件具有施工速度快,工期短、抗风压和耐久性好的特点。该结构与基础连接牢固,其可以在保证工程质量的同时,有效降低维修和维护的耗时与费用。其外观立体效果美观大方,具有良好的市场推广与应用前景。



