

当前钢格板制造业的封堵工艺均采用手工气保焊完成,焊接一根封边须完成数十条焊缝,每次手工焊只能焊接一条焊缝,故现行包边工艺的劳动强度高、耗用工时多、耗用气体多、耗用电能多、而且焊接质量还不稳定。现实中常采用的是自动化焊接机构,通过夹具将工件夹持稳固定位,焊接枪复位,运用PLC控制系统控制焊枪移动寻找定位好工件上的焊点位,进行封边焊接。其缺陷在于,在流水线上,工件很难实现精准地定位,一旦工件没有按照预设的位置进行固定,在焊接过程中,产生的误差极大,封边焊接质量低下。本文介绍一种钢格板导航定位多枪包边机的构造及特点。
钢格板导航定位多枪包边机就是解决采用人工焊接劳动强度大,效率低的问题;采用机器人焊接设备昂贵,效率并不比人工焊接高,使用和维护需要配备专业技术人员,成本高的问题。
钢格板导航定位多枪包边机其特征在于:X轴滑台上设置沿滑台滑动的机架,X轴伺服电机驱动机架沿X轴滑台滑动;X轴滑台外侧设置若干Y轴滑轨,若干Y轴滑块沿若干Y轴滑轨滑动;若干Y轴滑块联接若干Y轴滑块安装板,若干Y轴滑块安装板联接X轴滑台外侧;若干Y轴滑块安装板联接若干U型连接块一端,若干U型连接块另一端联接若干焊枪固定座;若干焊枪固定座上设置若干直柄焊枪,若干焊接摆动器驱动若干直柄焊枪摆动焊接,若干直柄焊枪的上部设置若干导航直柄焊枪的若干导航定位头,若干导航定位头尾部联接若干Z轴滑台;若干Y轴滑块安装板联接若干Z轴滑台,若干Z轴滑台联接若干Z轴调整丝杠;若干Y轴滑轨联接若干弹簧一端,若干弹簧另一端联接若干Y轴滑块安装板。其中,导航定位头的头部形状为扁锥形状。直柄焊枪采用侧出丝方式。连接块为U型连接块。其中的Z轴滑台、X轴滑台包括滑轨和滑块。
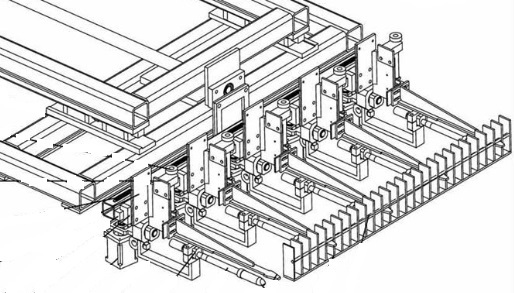
采用上述技术方案,机架向前包边焊接时, X轴伺服电机驱动机架沿X轴滑台滑动,通过 Y轴滑块安装板驱动直柄焊枪以及其上部设置导航直柄焊枪的导航定位头沿X轴插进钢格板两个包边扁钢的空隙中,由于导航定位头的头部形状为扁锥形状,随着插入深度增加而产生Y轴方向的矫正挣力,带动Y轴滑块沿Y轴滑轨小幅滑动,随即带动直柄焊枪的枪头到达焊接工作面,焊接摆动器驱动直柄焊枪实施摆动焊接,上述过程中弹簧逐渐拉伸,焊接完毕X轴伺服电机驱动机架退回原位,弹簧收缩带动导航定位以及头直柄焊枪回位,每个焊枪支架上都有调整螺杆,可以调整焊枪的Z轴方向的上下位置。这样,实现了包边焊接的自动化,并且能多条焊缝一起焊接,解决了效率问题,有效解决了机器人焊接设备昂贵,效率低,使用和维护需要配备专业技术人员,成本高的问题。



